Analysis on the position detection method of YB47 hard box packaging machine
Abstract: According to the method adopted by the positional precision control of trademark paper, this paper introduces the detection method of the new drum type label paper position of YB47 hard box packaging machine, and analyzes related hardware and calculation methods.
Key words: YB47 hard box packaging machine; trademark paper parts; No. 2 drum; position detection
The trademark paper part of the ZB47 hard-box packaging unit (YB47) incorporates a new design concept, which has higher requirements for the positional accuracy of the label paper when it enters the station. In this paper, the YB47 hard box packaging machine is discussed after how the label paper enters the drum.
First, the principle of trademark paper conveying
1. Brand new label paper parts
The design speed of the YB47 hard box packaging machine of the ZB47 hard box packaging unit is 550 packs/min. In contrast, the ZB45 (GDX2) type packaging unit's original label paper from the suction cup to the turret reciprocating pick-up method can not meet the high speed requirements. Therefore, the newly designed label paper conveying mechanism is composed of three suction drums with negative pressure. After the label paper is sucked from the paper library, the three drums are transferred to the belt guide by rotation until the label paper pair is completed. The packaging process of the cigarette pack. As shown in Figure 1.
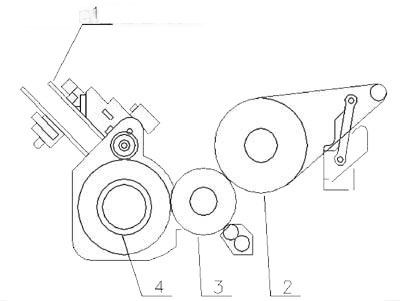
Figure 1 YB47 hard box packaging machine trademark paper parts
2. Requirements for positional accuracy of label paper
There is no mold box on the label paper conveying drum of YB47 type hard-packing machine. The label paper is completely absorbed by the negative pressure on the drum at a specific position of the drum, and is cyclically controlled in the moving range of suction and release. Ideally, the relative position of the label paper at each station of the drum should be the same. If the position of the label paper on the drum is shifted due to the material problem of the label paper itself or the centrifugal force of the drum during high-speed rotation, if the label paper enters the 5th wheel, an unacceptable cigarette packet will be generated. We need to detect the position of the label paper on the drum to ensure its positional accuracy.
Second, the drum wheel paper position detection method
1. Hardware solution
To check if the label paper has been offset on the drum, it can be determined by checking whether the inner and outer edges of the label paper appear in the same phase region. as shown in picture 2.
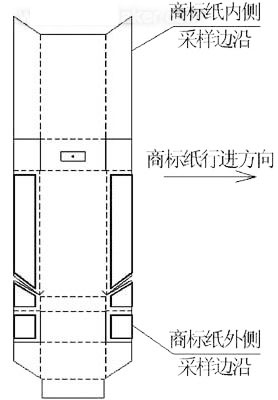
figure 2
Unlike ordinary inspection occasions, the detection of the position of the label paper needs to be sampled and compared in a small phase interval, so the detection device should have a very small light diffusion to ensure sufficient sampling accuracy. To this end, the YB47 hard-box packaging machine uses a laser-reflective photodetector, model BAUMER OHDM 16P5012/S14 VN, which emits light with a wavelength of 630nm to 680nm, PNP output, mounted on the No. 2 drum of the trademark paper. At the 16th station, there are two pieces, the product numbers are 2B424 and 2B426, which are respectively responsible for the sampling of the edge of the label paper on the inner side of the drum and the outside of the drum. Due to software requirements, two input points are defined on the encoder board.
Because the GD MICRO-II control system provides feature-rich software instructions, a relatively simplified hardware design can be used to make the device more complex.
2. Specific calculation methods and equipment functions
In the No. 2 drum, the position of the label paper has the following conditions: the label paper side is shifted forward, the label paper position is normal, and the label paper side is shifted backward or lost.
The YB47 hard box packaging machine uses three consecutive mechanical phase intervals to characterize these three cases. Firstly, the three phase intervals are interval 1, interval 2, and interval 3. The interval phase values ​​are sequentially incremented. According to the actual mechanical phase, the starting phase of interval 1 is 130°, and the boundary phase between interval 1 and interval 2 is 140°, the boundary phase between interval 2 and interval 3 is 158°, and the end phase of interval 3 is 168°. As shown in Figure 3.

If the phase value sampled by one of the laser detectors 2B424, 2B426 belongs to the interval 1 (indicating that one side of the label paper appears in advance), it indicates that at least one side of the label paper has been shifted forward; if one of the laser detectors 2B424, 2B426 The sampled phase value belongs to interval 3 (indicating that one side of the label paper is delayed), indicating that at least one side of the label paper has been shifted backwards; if none of the laser detectors 2B424, 2B426 are sampled to the edge of the label paper, then The label paper is missing; if the label paper is in the normal position, the laser detectors 2B424, 2B426 should all be sampled in the phase interval 2 to the edge of the label paper.
According to the above reasoning, we can mark it by software according to the different results obtained by phase sampling. After the sampling process of a trademark paper station is completely finished (end of phase interval 3), the mark can be judged. Whether the label paper deviates from the normal position.
After understanding the principle of position detection of the No. 2 drum label paper, the corresponding GD MICRO-II control software can be compiled accordingly. The idea is to define a label paper inner sampling mark (xx_2nd_drum_blank_internal_check_status_ivr) in the program, and set its initial value to 0. If the inside of the label paper is shifted forward, the sampling mark is assigned a value of 1; if the label paper position is normal, the sampling mark is assigned a value of 2; if the inside of the label paper is shifted backward, the sampling mark is assigned a value of 3.
As with laser detector 2B424, 2B426 also uses the same sampling steps.
After the sampling work of the position of the label paper, if both the inner and outer sampling marks are 0, it means that the laser detector does not detect the label paper, the label paper is missing, and the YB47 hard box packaging machine will eliminate the corresponding number 3 wheel. The cigarette pack and the corresponding inner frame paper are removed; if both the inner and outer sampling marks are 2, the label paper position is normal; if one of the inner and outer sampling marks is 1 or 3, the label paper is The front or rear offset occurs, and the YB47 hard-packing machine will remove the label paper on the No. 2 drum, and at the same time, remove the corresponding label paper on the No. 3 wheel and remove the corresponding inner frame paper.
If the label paper is missing three times in a row, it will stop. IPC displays the red message “NO BLANK ON 2ND DRUMâ€; similarly, the label paper offset occurs three times in a row, causing the machine to stop, and the IPC displays the red message “DISALIGNED BLANK ON 2ND DRUMâ€. .
The boundary phase between phase interval 1, interval 2 and interval 3 is defined by four electrical parameters, and the parameter values ​​can be modified through the IPC man-machine interface. The displays on the IPC are:
Interval 1 start phase parameter "START PHASE: BAD BLANK POSIT. - 2ND DRUM" (default is 130°)
Interval 1/2 demarcation phase parameter "START PHASE: BLANK ALIGN CHK ON 2ND DRUM" (default is 140°)
Interval 2/3 demarcation phase parameter "STOP PHASE: BLANK ALIGN CHK ON 2ND DRUM" (default is 158°)
Interval 3 end phase parameter "STOP PHASE: BAD BLANK POSIT. - 2ND DRUM" (default is 168°)
In order to ensure the normal function of the laser detectors 2B424, 2B426, the order of the four phase parameters must be strictly as follows:
End of Interval 3 → Interval 2/3 Demarcation → Interval 1/2 Demarcation → Interval 1 Start.
Once the logical order is violated, IPC will display the red message "INCOHERENCY: CHECK TIMING ON 2ND DRUM". The YB47 hard-packer cannot be reset and started until the parameter sequence is restored correctly.
The above method can maintain a high quality of packaged trademark paper packaging while greatly improving the speed of the hard-packing machine, and achieves a good balance between the two.
Pan Jie, currently working at Shanghai Tobacco Machinery Co., Ltd., is mainly engaged in the electrical design of hood equipment.
Small Autoclave Sterilizer,Medical Sterilizer,Steam Sterilizer
Medsinglong Medical Equipment Co., Ltd. , http://www.gzultrasound.com